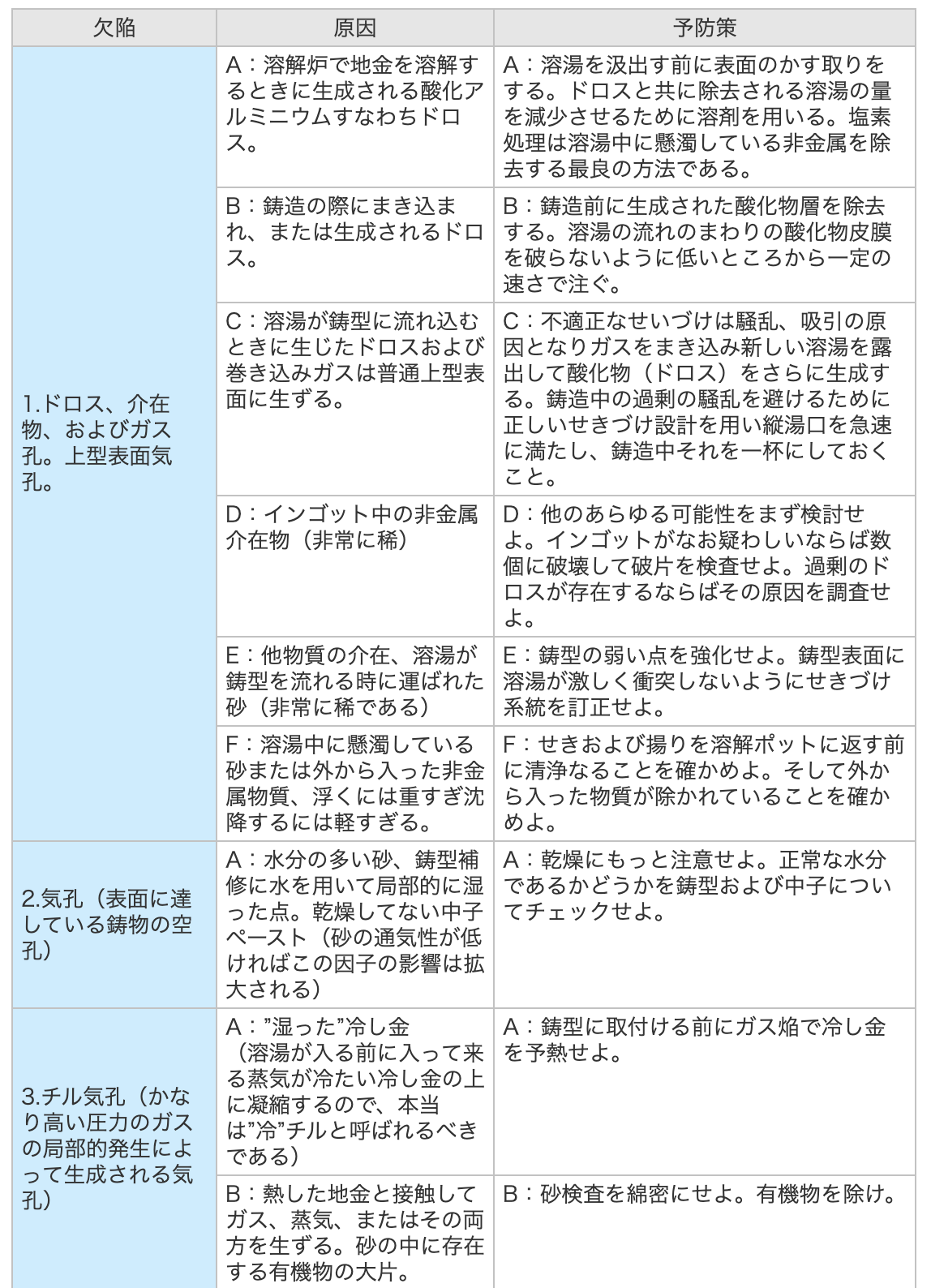
アルミ砂型鋳造の欠陥要素と予防策
ここでは、私たちがアルミ鋳造の製造工程において、欠陥を見逃さないための予防策をご紹介しています。
金型鋳造についてはこちらの記事を参考にしてください→ アルミ鋳造 金型鋳物の欠陥要素と予防策
アルミ鋳造専門・アルミ鋳物の設計〜製造まで一貫請負

ここでは、私たちがアルミ鋳造の製造工程において、欠陥を見逃さないための予防策をご紹介しています。
金型鋳造についてはこちらの記事を参考にしてください→ アルミ鋳造 金型鋳物の欠陥要素と予防策

会社案内(PDF)のご請求はこちらから。
会社案内(PDF)のご請求はこちらから。
会社案内(PDF)のご請求はこちらから。