アルミ鋳造 製造工程
–PROCESS

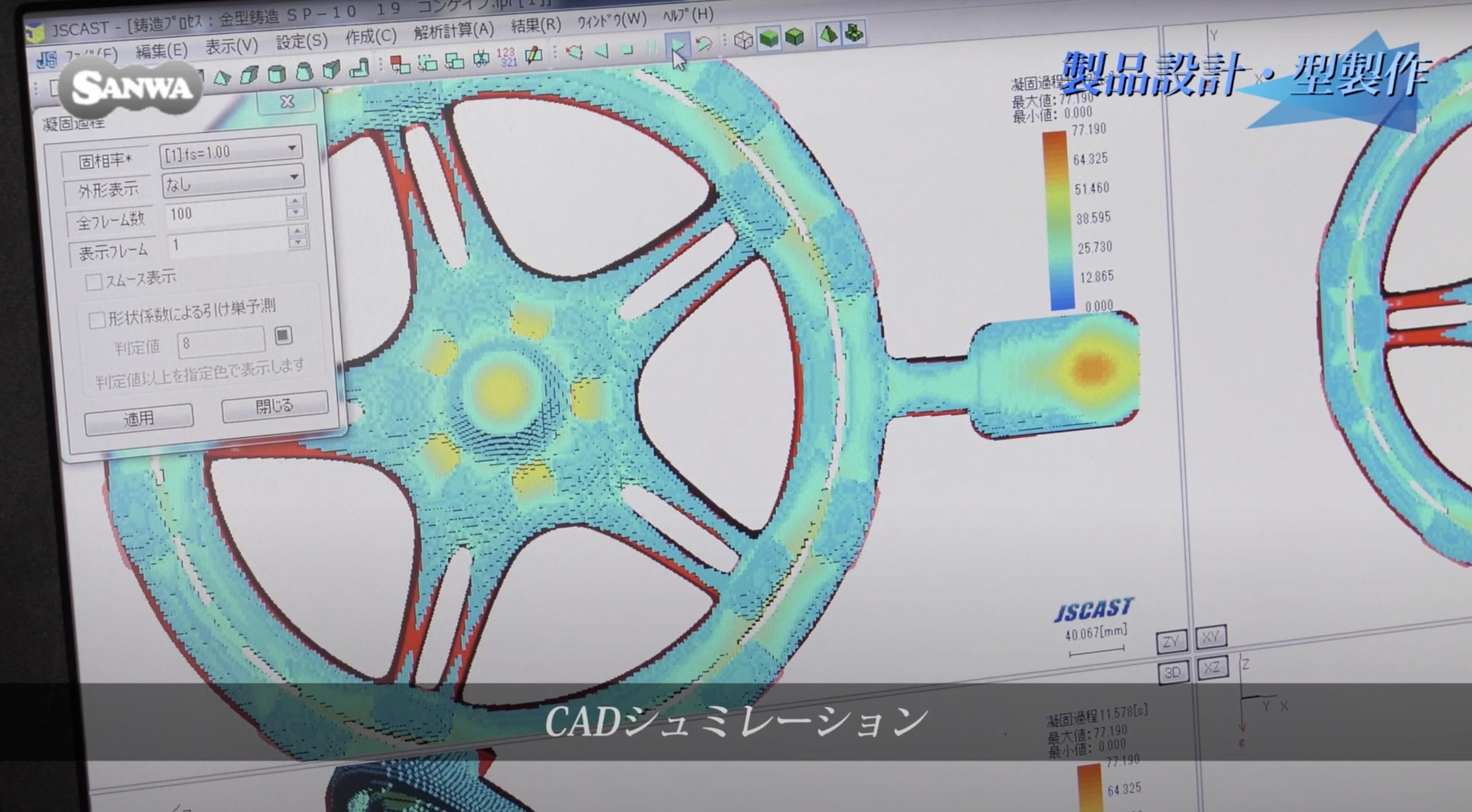
DESIGN & MODELING
デザイン・設計
事前に決めなければいけないことは沢山あります。
まずそのデザインが実現可能か。寸法取りから肉厚の決定、一体で作るか、分割して作るか。
その事前の打ち合わせが、製品の仕上がりや納期に大きな影響を及ぼしますので、大事な作業となります。
CADで凝固解析を行い、最適な製品形状と鋳造方案をつくり上げます。
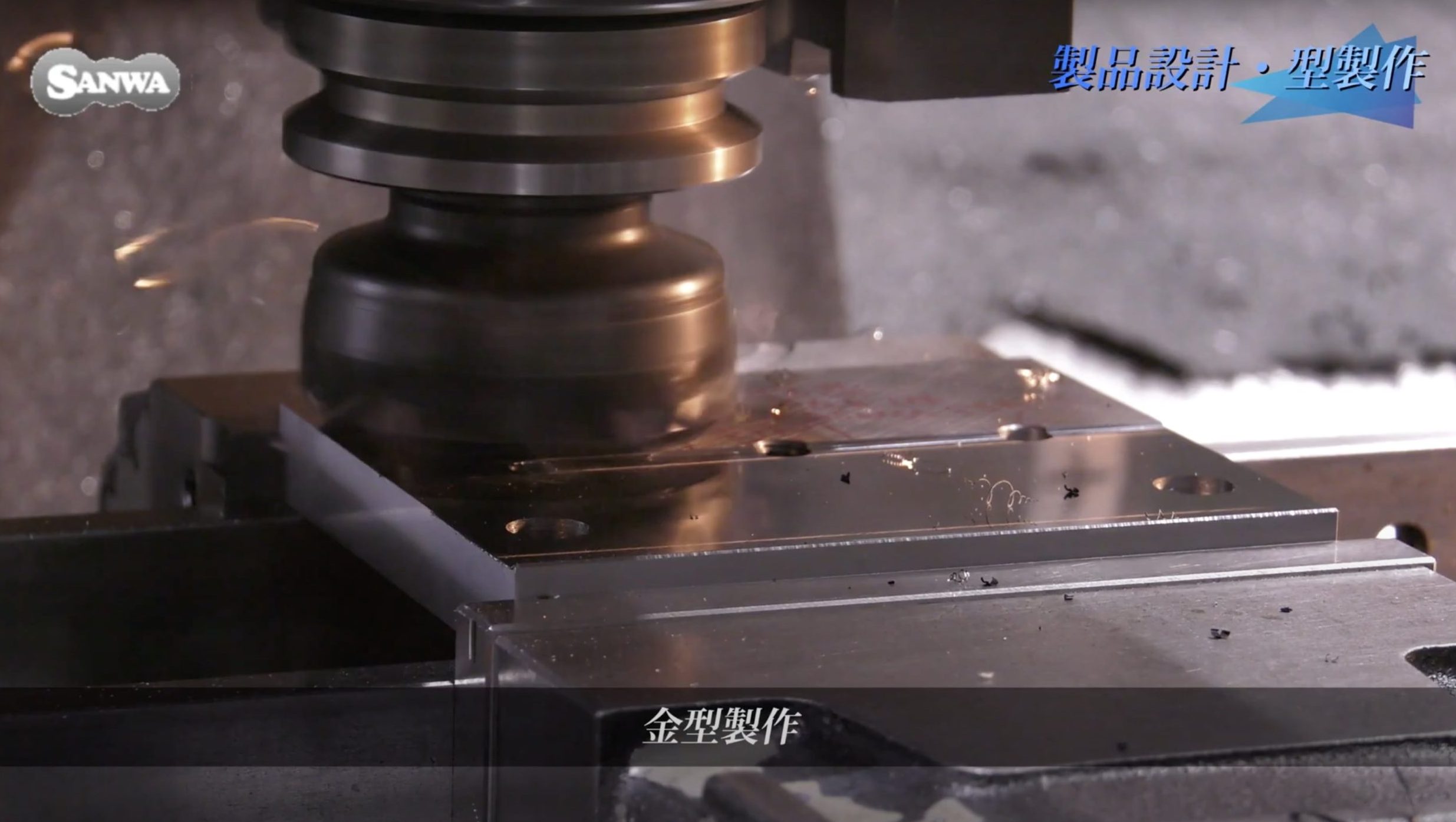
MOLDING
型製作(木型・金型)
決定事項を踏まえ、木型の製作に入ります。
製品の大きさ、複雑さ、加工性を考慮し、職人の手によって製作、もしくはNCを使って製作します。

SAND MOLD
砂型
木型を枠にセットし、砂を込めます。
型には表裏があるので上下2つの砂型を作ります。
砂が固まった時点で木型から抜型し、上下の型を合わせます。弊社では自硬性砂型を使用して鋳造します。
フラン樹脂と硬化剤を混合した砂型は、大物で少量の生産品にも向いています。

砂型鋳造の欠陥要素と予防策
砂型鋳造のメリットとデメリットを熟知する事で、よりクオリティーの高い鋳造を行います。
詳しくはを アルミ鋳造 砂型鋳造の欠陥要素と予防策 ご参照ください。
METAL MOLD
金型
砂型の代わりに耐熱性の金型を用いる方法で工業的に広く用いられています。
金型鋳造物は砂型鋳物に比べ冷却速度が速く、結晶粒が微細となるため機械的性質に優れています。
金型鋳造の欠陥要素と予防策
金型鋳造のメリットとデメリットを熟知する事で、よりクオリティーの高い鋳造を行います。
詳しくは アルミ鋳造 金型鋳物の欠陥要素と予防策 をご参照ください。
DISSOLUTION
溶解
溶解炉に合金のインゴット(AC4CもしくはAC7A)や同材の返り材を入れ、溶解します。
溶解した合金(溶湯)は、ガスや酸化物といった不純物の除去などを行います。
溶解温度は約660℃、鋳湯温度は700℃以上になります。
ものの大きさなどから鋳湯の温度は判断されます。

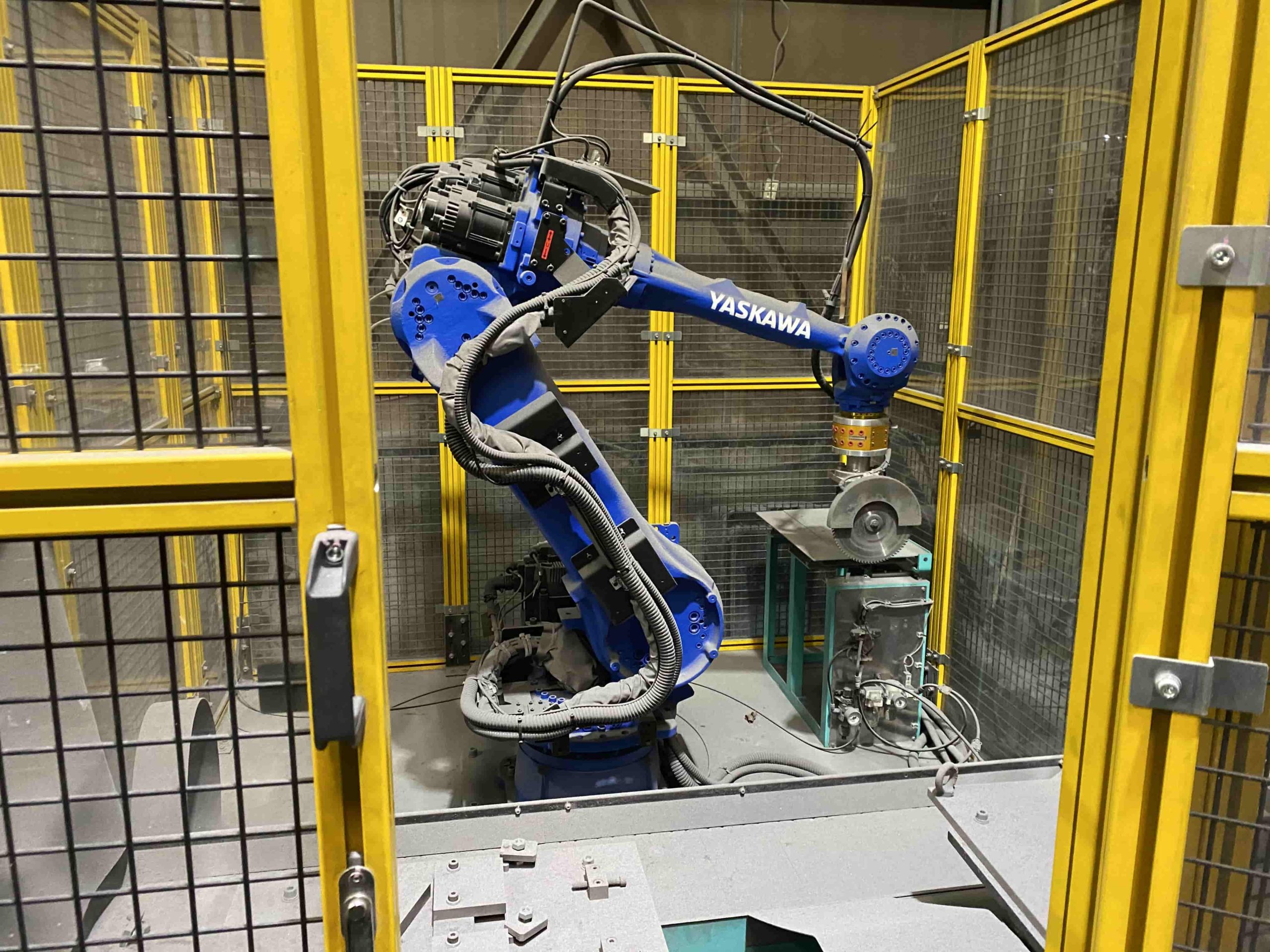
CASTING
鋳造
溶湯を汲み、鋳型に注ぎ込み、自然冷却により凝固させます。
砂型を破壊し、凝固した鋳物を取り出します。
表面の砂を落とし、製品に必要のない湯口などを切り取ります。
バラした砂は、再生させ繰り返し使用します。
また、切り落とした湯口なども返り材として、溶解して再度使います。


FINISH
仕上げ
矯正、研磨、塗装まで行い、製品として出荷できる状態にします。
必要に応じて追加工として機械加工を施し、寸法精度を出すものもあります。
また、アルマイトや塗装・メッキなどの表面処理までを請け負うこともあります。